鈦--鋼復(fù)合板容器設(shè)備制造注意事項
一、材料的驗收
1、鈦--鋼復(fù)合板的復(fù)合率作超聲檢驗時�����,不能用潤滑油做耦合劑����,需用水或水玻璃�����。
2����、鈦���、鋼板的質(zhì)量應(yīng)符合BG/T3621-94標(biāo)準(zhǔn)�����;鈦--鋼復(fù)合板的質(zhì)量應(yīng)符合GB8546-87�����、GB8547-87標(biāo)準(zhǔn)或供需雙方協(xié)議規(guī)定��;鈦鋼管的質(zhì)量應(yīng)符合GB/T3624-95標(biāo)準(zhǔn)�����;選用鈦焊絲應(yīng)符合GB/T3623-1998的規(guī)定�����。
3���、復(fù)合板的外形尺寸和表面質(zhì)量應(yīng)逐張進行檢查��,復(fù)板厚度的測量允許每批取一張板材進行��。
二�、下料注意事項
鈦材及鈦--鋼復(fù)合板可用火焰切割��、等離子切割��、沖剪或機械加工方法下料���。
1�����、當(dāng)采用火焰切割��、等離子切割時�����,由于鈦在300℃以上易于氧化��,且導(dǎo)熱系數(shù)低�,由此鈦較一般鋼材易于切割,氣割速度要比切割速度同樣的鋼板快4-5倍���,鈦氣割后����,切口表面有氣體污染層�����,其污染層深度為2mm左右�����,必須用機械方法去除���。
2���、鈦--鋼復(fù)合板在用機械切削的時,基層應(yīng)朝下���;火焰或等離子切割時���,復(fù)合板距離地面應(yīng)有足夠的高度,且復(fù)層朝上����、朝下均可,切口的氧化層在焊接前必須清除��。
3�、切割的坡口表面不得有裂紋、分層和夾渣缺陷�����。
4、筒體下料尺寸必須根據(jù)封頭實際成形尺寸確定�����。
三�、鈦--鋼復(fù)合板的焊接
1、鎢極氬弧焊中出現(xiàn)鎢極碰到焊縫金屬即觸鎢的情況����,應(yīng)立即停止焊接作業(yè),去除污染源�,更換鎢極后再進行作業(yè)。
2���、焊接作業(yè)時焊縫應(yīng)盡可能的長��,中間出現(xiàn)停焊���,重新進行焊接時,焊縫應(yīng)重疊10mm左右���。
3�����、焊接時不得隨意起弧��,焊接完進行自檢��,發(fā)現(xiàn)問題及時處理��。焊后應(yīng)仔細(xì)清理焊件表面的焊瘤��、焊渣����、飛濺物以及其他污物���,必要時應(yīng)對焊縫進行局部修整�。
4���、處理焊縫缺陷時���,應(yīng)先用砂輪修磨清理,再用白布蘸丙酮進行擦洗清理���,清理完畢后再進行返修處理���。同一部位翻修次數(shù)不宜超過兩次�����,如超過兩次����,返修前應(yīng)經(jīng)單位技術(shù)負(fù)責(zé)人批準(zhǔn)�。
5、焊縫檢驗:焊縫成型應(yīng)均勻���、致密�����、光滑過度�����,不得有裂紋��、氣孔�����、夾鎢����、未融合����、氧化(主要看焊縫顏色變化)以及超標(biāo)咬邊、弧坑等缺陷的出現(xiàn)���,鈦焊縫表面不允許出現(xiàn)存在明顯劃傷����。
6����、如需在鋼基層焊接吊耳或進行加固時,焊接電流要小�,并且每焊完一道要間隔一段時間再進行下一道的焊接,防止出現(xiàn)由于熱輸入量過大�,導(dǎo)致鈦復(fù)合層受熱氧化變色。
7�����、冬季施工應(yīng)注意保持環(huán)境溫度,由于鈦金屬比較脆���,如溫度過低�,冷卻速度快���,很容易出現(xiàn)裂紋����。應(yīng)及時提高環(huán)境溫度���,對焊縫區(qū)周圍80mm范圍內(nèi)適當(dāng)預(yù)熱���,溫度不低于15℃,從鋼基層預(yù)熱�。
8、焊縫嚴(yán)禁只融化母材�����,而不添加焊絲�����,導(dǎo)致焊縫強度降低,冷卻時開裂����。
用焊縫及熱影響區(qū)顏色判斷焊件質(zhì)量:
| 焊接及熱影響區(qū)表面顏色 | 氬氣保護情況 | 合格判斷 | 處理方法 |
| 銀白色 | 良好 | 合格 | 不需處理 |
| 金黃色(致密) | 尚好 | 合格 | 可不處理 |
| 藍色 | 稍差 | 只可用于非重要部位 | 去除藍色 |
| 紫色 | 較差 | 只可用于常用容器 | 去除紫色,如去不掉應(yīng)返修 |
| 灰色 | 差 | 不合格 | 返修 |
| 暗灰色 | 差 | 不合格 | 返修 |
| 灰白色 | 很差 | 不合格 | 返修 |
| 黃色粉狀物 | 很差 | 不合格 | 返修 |
三�、封頭、筒體成形
1����、鈦--鋼復(fù)合板封頭成形可采用熱沖壓成形或冷沖壓成形后熱校型(允許采用冷沖壓成形)��。鈦復(fù)合鋼板封頭應(yīng)盡量采用冷沖壓成形���,若采用熱成型時��,其加熱溫度應(yīng)控制在550--650℃.
2�、封頭熱成型前應(yīng)將工件表面的油污和其他附著物全部清除干凈����,在工件高溫(350℃以上)熱加工后不再經(jīng)機械加工時,其表面可涂以耐高溫涂材����,以防表面被氧化���、污染。
3�、加熱一般采用電爐,若采用氣體加熱爐���,則這種爐子必須是箱式爐���,且爐內(nèi)氣氛必須保持微氧化性,不得為還原性���,加熱用的燃料含硫量要低�����。加熱要均勻��,且不得使加熱火焰和固體燃料直接與鈦表面接觸���。
4、為了防止工件在沖壓過程中被劃傷或粘摸�����,鈦表面應(yīng)涂摩擦系數(shù)低的潤滑劑。
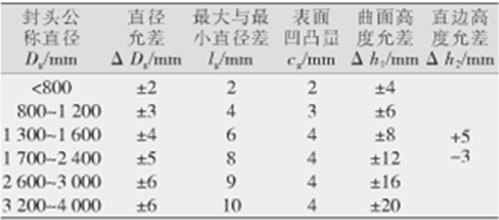
5��、橢圓形�、蝶形封頭主要尺寸允差如下
四、筒體成形
筒體成形可采用熱卷成形或冷卷成形���。
1�����、筒體冷卷前應(yīng)將鈦板的兩邊在模具上定半徑預(yù)彎����,然后卷板���,對于卷制曲率半徑較小的鈦復(fù)合鋼板圓筒,為防止復(fù)層剝離�,在卷板時一次下壓量不應(yīng)過大。同時�,在滾圓時,不允許停留在未復(fù)合部位����,以免引起松動面積的擴大��。卷板機輥子表面清理干凈�,打磨光滑�,或在卷制時,在鈦板上墊一層薄的鍍鋅鐵皮或不銹鋼薄板����,保護鈦板表面。
2����、熱卷后筒體的壁厚不得小于圖樣規(guī)定的設(shè)計厚度。
復(fù)合板制造壓力容器應(yīng)注意的問題
1���、下料及坡口加工
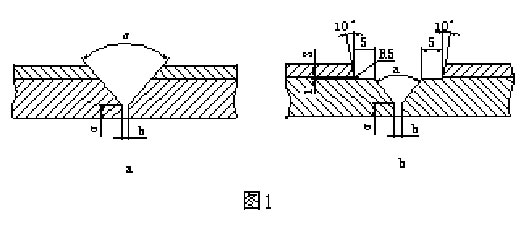
復(fù)合板下料采用空氣等離子切割���,不僅切口質(zhì)量好,而且切口表面的淬硬傾向也較小�。對于用復(fù)合板制造壓力容器,板料的劃線控制相當(dāng)重要����,特別是周長幾何尺寸的控制�,因為這一尺寸將直接影響到殼體環(huán)縫的對口錯邊量�,必需嚴(yán)格控制,對于帶有凸形封頭的容器�����,其筒體下料應(yīng)在封頭成形后按其實際尺寸來確定�����,此外���,劃線時板料對角線尺寸的控制也很必要����,這樣可以保證滾圓后筒節(jié)端部的傾斜和錯口量盡可能的小�����,從而才能使筒節(jié)組對后焊縫間隙均勻一致�����,為焊接質(zhì)量的保證奠定基礎(chǔ)�����。對于復(fù)合板的坡口加工��,前些年與常規(guī)的單層板沒有什么區(qū)別�,但近年來發(fā)生了較大的變化,由圖 1a 的型式演變?yōu)閳D 1b 的型式�����,而圖 1b 的型式能更好的保證焊接質(zhì)量和設(shè)備使用的可靠性����。至于坡口的加工方法,采用刨邊機加工是比較理想的��。對于殼體與接管的角焊縫來說�,坡口的加工宜采用空氣等離子切割,割后要清除溶渣��,用砂輪將淬硬層打磨干凈����,并對坡口表面做著色探傷檢查。
2�����、成形及組裝
對于復(fù)合板的成形,在設(shè)備能力允許的條件下��,盡量采用冷加工�,在成形過程中關(guān)鍵問題是覆層表面的保護,因為一般覆層的厚度都很薄�,稍不注意就有可能導(dǎo)致局部表面的機械損傷,影響覆層的耐蝕作用��。防止這種情況產(chǎn)生的有效方法�����,就是將曲輥及模具表面修磨光滑整潔���,從而起到保護覆層的作用��,當(dāng)復(fù)合板需要采用熱成形時��,要注意保護成形時的終止溫度和冷卻速度���,加熱次數(shù)不應(yīng)超過兩次���,并且要使板均勻加熱����,以保覆層材料的耐腐蝕性能。 復(fù)合板殼體的組裝與一般的單層殼體的組裝原則上沒有多大區(qū)別���,只是在對口錯邊量控制上復(fù)合板殼體要求要嚴(yán)格的多����。它不是按板料的整個厚度來確定�,而是按覆層的厚度來確定,規(guī)定不得超過覆層的厚度的 1/2 且不大于 2mm�����。正因為如此���,在前面的下料及坡口加工中��,專門強調(diào)了在下料及刨邊時必需嚴(yán)格控制其周長尺寸和對角線尺寸���,其目的就在于確保組裝對對口錯邊量符合要求。同時也可避免強制組對����。此外���,組裝時應(yīng)禁在覆層上點焊吊耳、卡子等附屬物�����,以避免損傷覆層��。如必需要點焊時���,在拆除時必需對焊疤�、弧坑等進行補焊并修磨至與母材齊平��,然后對這些部位表面做著色檢查���,以防止留下微裂紋等開口性缺陷��,給設(shè)備的安全使用留下隱患����。
3、焊接
對于復(fù)合板的焊接��,必需采用三種材料����,即基層焊接材料�,過渡層焊接材料和覆蓋層焊接材料。就其方法而言�����,既可采用手工焊���,也可對基層采用埋弧自動焊����,而覆層和過度層采用手工焊����。實踐證明,在復(fù)合板的施焊過程中�,采用小的線能量對層間的溫度的控制很有必要,尤其是在施焊過度層和覆蓋層時�����,層間溫度的控制顯得更為重要。如此時層間溫度過高�,焊后在復(fù)層側(cè)沿焊縫熱影響區(qū)部位極易產(chǎn)生裂紋。因此����,在施焊過程中,層間溫度不宜超過 50℃�����。

合板")